Suntex International LLC was founded in 1996 as a supplier of specialty chemistries to the textile industry.
Ten years ago, based on research and diversification to transition our specialty chemistry and application technology to the paper industry, we narrowed our focus on contaminant control. Suntex developed state-of-the-art chemistries to eliminate and neutralize contamination introduced into the paper manufacturing process. Contaminants or “stickies” contained in the furnish supplied to recycle papermakers, generate significant runnability and processing issues. “Pitch” contamination, derived from wood resins in virgin paper production, similar to “stickies” , create processing issues in pulp and paper processing. These contaminants can all be controlled with our market leading technologies.
Suntex International LLC is headquartered in Atlanta, Georgia USA with subsidiaries in Mexico, South America and Europe. Our qualified team of on-site technical representatives work closely with the mill to provide benefits on multiple paper applications such as linerboard, coated board, gypsum, tissue, and fine light weight papers.
These efforts continue driving value for our clients, providing a significant return on their investment. Suntex customers achieve less down time using our products with proportionate increases in their production, better quality in the final paper produced, and facilitating the conversion of paper to final product.
Suntex International remains committed to producing environmentally friendly products with the greatest quality, and maintaining ethical business practices in all aspects of the company.
We invite you to follow our journey as we pave the way to the new frontier for contaminant control in the virgin and recycled paper industries.
OUR VISION
Our vision is to maintain leadership with the supply of value-added specialty chemistry and chemical application technology in paper production processes. Retain and provide optimum customer service as a preferred supplier to all of our domestic and international customers based on quality, service and cost savings maintaining highest industry standards.
Strategic Objectives
Manufacture and supply specialty chemistry fully satisfying the needs and expectations of our customers.
Consistently develop the competencies of our manufacturing, research, laboratory staff and their support teams.
Generate additional profit growth and improved product quality for our customers.
Ensure immediate availability of our products with timely deliveries.
Quality Manufacturing processes
Suntex International’s commitment to manufacturing is to satisfy the needs and expectations of our customers through the manufacture and supply of the highest quality specialty chemicals to ensure confidence and effectiveness in each of their production processes.
Our company is ISO 9001 certified, guaranteeing all products have been inspected and approved per the criteria of our quality management system. This criterion comes with a strong focus on the consumer as we strive to accomplish with the vision and strategic objectives of our company.
As Suntex International’s growth continues, we remain steadfast in our mission to supply top quality product while investing in research and development for continuous innovation.
In the processes
In the team
In the processes
In the processes
Laoreet amet eget nibh vestibulum ornare auctor est malesuada. Magna aliquam diam molestie ut luctus. Risus felis mattis sapien et tristique sit in fringilla dis. Elit orci dui sit sit egestas enim mauris suspendisse in. Duis cursus turpis odio quisque nisi tellus volutpat sodales. Fames aenean urna augue non quis in turpis sapien. Mi risus risus nulla vitae nam. Faucibus velit vel gravida neque libero ut. Id tincidunt vel tincidunt ut in risus scelerisque nisi faucibus. Vitae arcu vestibulum ultrices risus. Ut duis in phasellus id id amet. Libero duis tellus odio tortor pellentesque sit. Sit in augue sem semper morbi rhoncus egestas arcu non.
In the team
In the team
Laoreet amet eget nibh vestibulum ornare auctor est malesuada. Magna aliquam diam molestie ut luctus. Risus felis mattis sapien et tristique sit in fringilla dis. Elit orci dui sit sit egestas enim mauris suspendisse in. Duis cursus turpis odio quisque nisi tellus volutpat sodales. Fames aenean urna augue non quis in turpis sapien. Mi risus risus nulla vitae nam. Faucibus velit vel gravida neque libero ut. Id tincidunt vel tincidunt ut in risus scelerisque nisi faucibus. Vitae arcu vestibulum ultrices risus. Ut duis in phasellus id id amet. Libero duis tellus odio tortor pellentesque sit. Sit in augue sem semper morbi rhoncus egestas arcu non.
Our Certifications
Corporate Values
As a company we have a strong obligation to uphold our commitments to our customers, employees and partners with ethical business practices and transparent communication.
Integrity
Working with honesty and humility throughout all segments of our business.
Respect
Respecting our clients, teams, agents and distributors.
Teamwork
Working as one to achieve our common goals, personally and professionally.
Environmental Responsibility
Maintaining our steadfast commitment to the environment and those who encompass it.
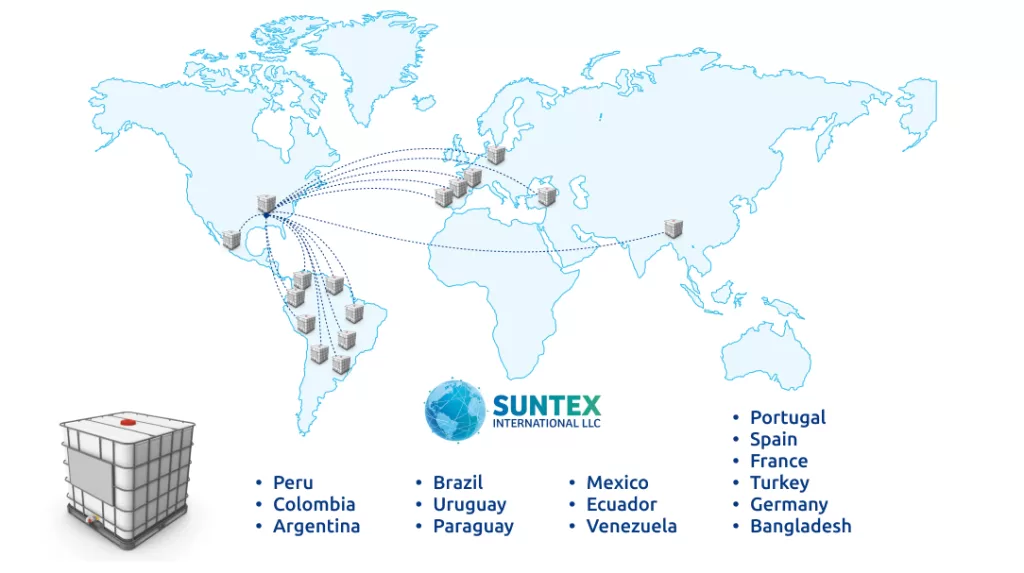
International
Presence
Suntex International is proud to supply some of the most renowned and reputable paper manufacturers worldwide. Our skilled teams and trusted partners have successfully commercialized our contaminant control technology in over ten countries.
We are headquartered in Atlanta, GA USA, with subsidiaries in Spain, Brazil, Mexico, Peru and Colombia.
Suntex International recognizes the importance of consistency for all customers, no matter the location. We have a robust supply chain with the resources and capabilities to ship and operate anywhere in the world.